- HOME
- 産業用カメラ・レンズ
- 作業支援カメラシステム RICOH SC-10A
- 活用事例
- 導入事例 株式会社小野測器様
Main content
導入事例 株式会社小野測器様





RICOH SC-10Aの設定方法や

導入事例
株式会社小野測器様
作業支援カメラシステム RICOH SC-10Aを導入された背景や効果について、自動車開発や研究に携わる計測機器を製造されている株式会社小野測器 平野様と小嶋様にお伺いしました。
導入された背景
ポカミスの撲滅という目的と作業者への依存をなくしていきたいという思いで導入しました。
導入された工程で製造されている製品の特長
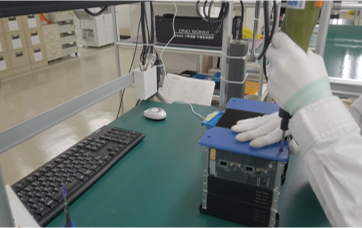
小野測器様新製品「O-Solution DS-5000」
当社の新製品である「O-Solution DS-5000」というシステムの組立工程で導入しています。
こちらは「小型で繋ぎやすく」「持ち運びがしやすい」、またコネクタ両サイドのLEDによって「計測ミスに気づきやすい」スタック構造になっているため、「お客様のほうでユニットの大きさや計測システムを選べる」という特徴のあるシステムになっております。
様々な形のユニットを組み立てるので、作りこみ品質向上のため、SC-10Aを使って生産をしています。
導入された工程の概要
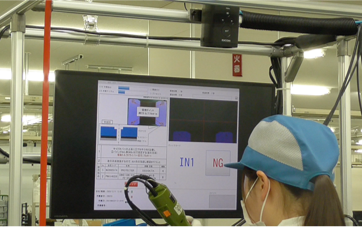
組立工程が主体となっておりビス締め、部品の取り付けなど作業者に依存する工程で使用しています。
トルクドライバーと連動させてI/Oを使ってトルクアップで締め忘れなどを検出しています。
現行製品すべてトルク値が定められており、SC-10Aでそのトルクアップ信号 を検出して、トレーサビリティに残し品質の向上を図っています。
導入された効果
平野様
今まで管理者が必ず工程を確認しなければいけなかったところをSC-10Aに置き換え、必要な管理ポイントをチェックすることができました。
作業手順書だけでは属人化した状態「製品に社員がついている」という状態だったので、SC-10Aの導入によってある社員しかできなかった作業を、複数の社員が同じようにできるようになったという効果は大きいです。
そのうえでトレーサビリティの確立により最終的なデータを残せるため、品質の向上につながっています。
株式会社小野測器 平野 文栄 様
製造本部 製造ブロック ブロック長代理
標準製造グループ グループマネージャー
小嶋様
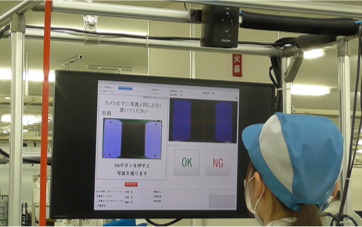
実際にポカミスを低減することで、部品の取り付け忘れが発生した際にきちんと検出ができて不良の流出を防止することができました。
そのほかにも、画像で作業結果を残すことができるのでトレーサビリティの面でも効果がありました。
株式会社小野測器 小嶋 章浩 様
製造本部 製造ブロック
標準製造グループ係長
作業支援カメラシステム RICOH SC-10Aのよかった点
まず一つ目にトレーサビリティを確立できたことです。
二つ目は作りこみ品質の部分の工程管理をSC-10Aによって標準化できた点が非常に良かったです。
導入にあたって苦労や工夫をされた点
苦労した点としては外乱光の影響を受けてしまうという点です。
十数台導入していますが、同じように生産できる環境を構築していくことが非常に難しい点でした。
そうした点をリコーと協力して改善できたので、今後も使用していける有効なシステムであると感じています。
インタビュー動画
お客様会社概要
| 会社名 | 株式会社小野測器 |
|---|---|
| 代表者 | 代表取締役社長 大越 祐史 |
| 本社 | 〒222-8507 |
| 設立 | 1954年1月20日 |
| 事業内容 | 1)電子計測機器の製造、販売 |
| URL | https://www.onosokki.co.jp/default.htm |
作業支援カメラシステム
RICOH SC-10Aの設定方法や
活用事例の動画はこちら