RICOH SC-20 特点
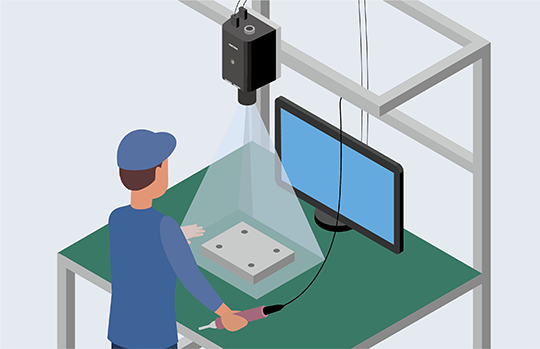
作业中实时检查
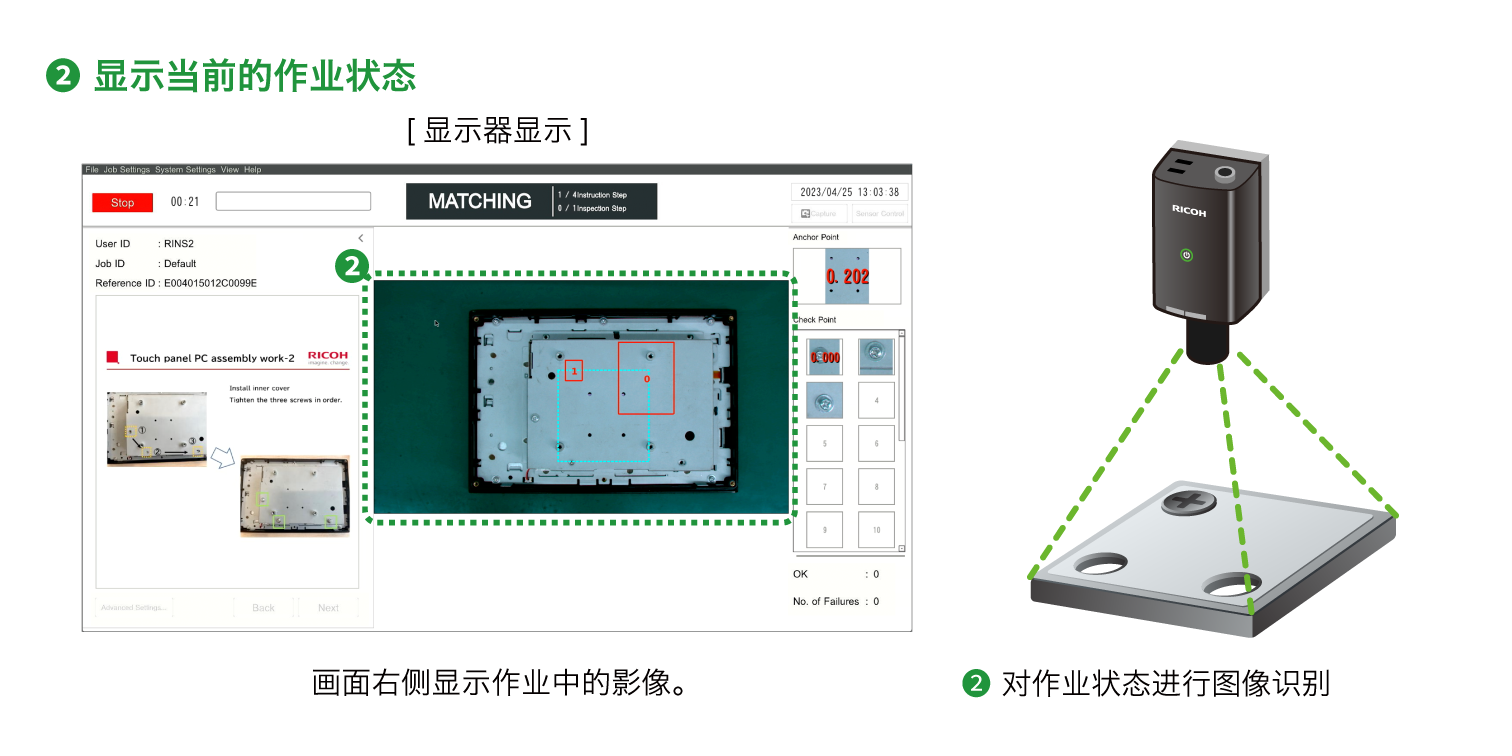
图像识别与作业指示之间联动。可导入作业指示书并显示在画面上,因此能自动检查螺钉紧固顺序等作业步骤是否被正确执行。如果未按照指示作业,不会进入下一工序,因此可防止错误发生并提高作业质量。这也有助于在短时间内掌握正确的作业步骤。




作业后统一进行数字化检查
只要预先拍摄好正确的作业结果作为主图像,即可在作业后统一检查。可设定最多20个校验点,通过高分辨率数字图像统一检查其是否与主图像一致,非常高效。
实时检查、作业后统一检查均无需编程知识和检测逻辑设定。没有掌握图像处理知识的人也能设定,可通过直观操作进行图像检查。

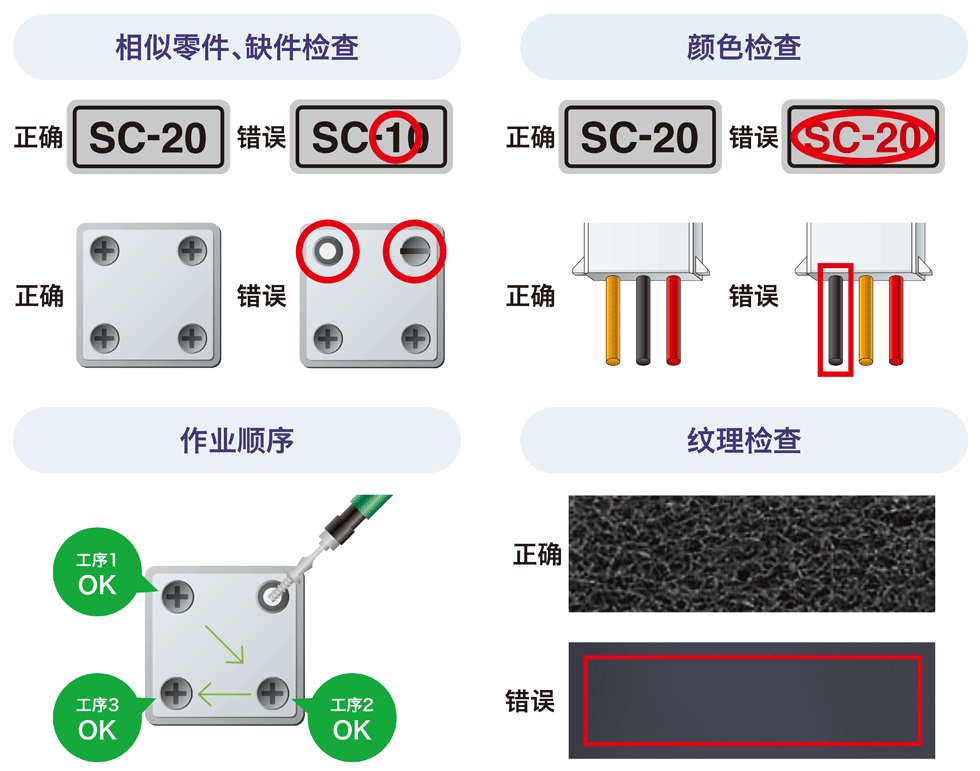
通过图像识别(匹配)防止作业错误
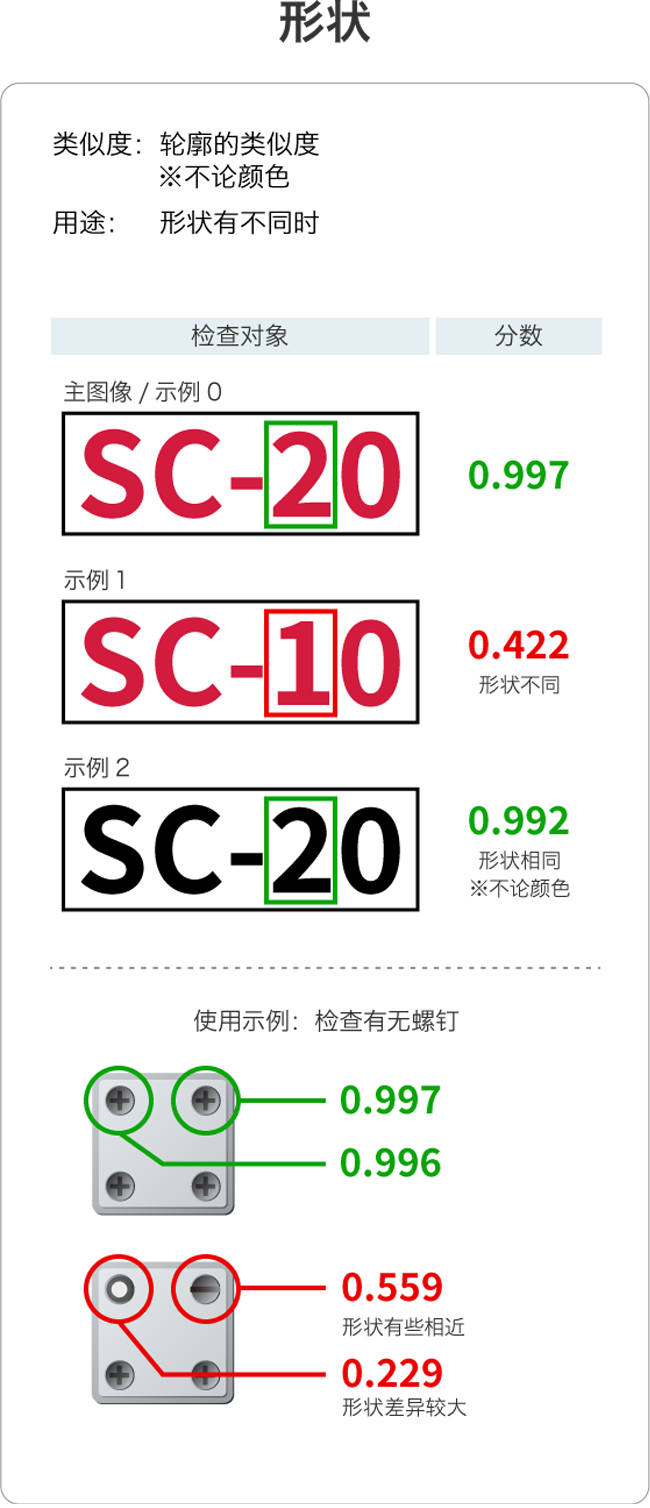
形状
可通过图形匹配来检查有无零件和形状。通过产品编号、形状略微不同的相似零件检查、零件缺件检查等,防止作业错误。
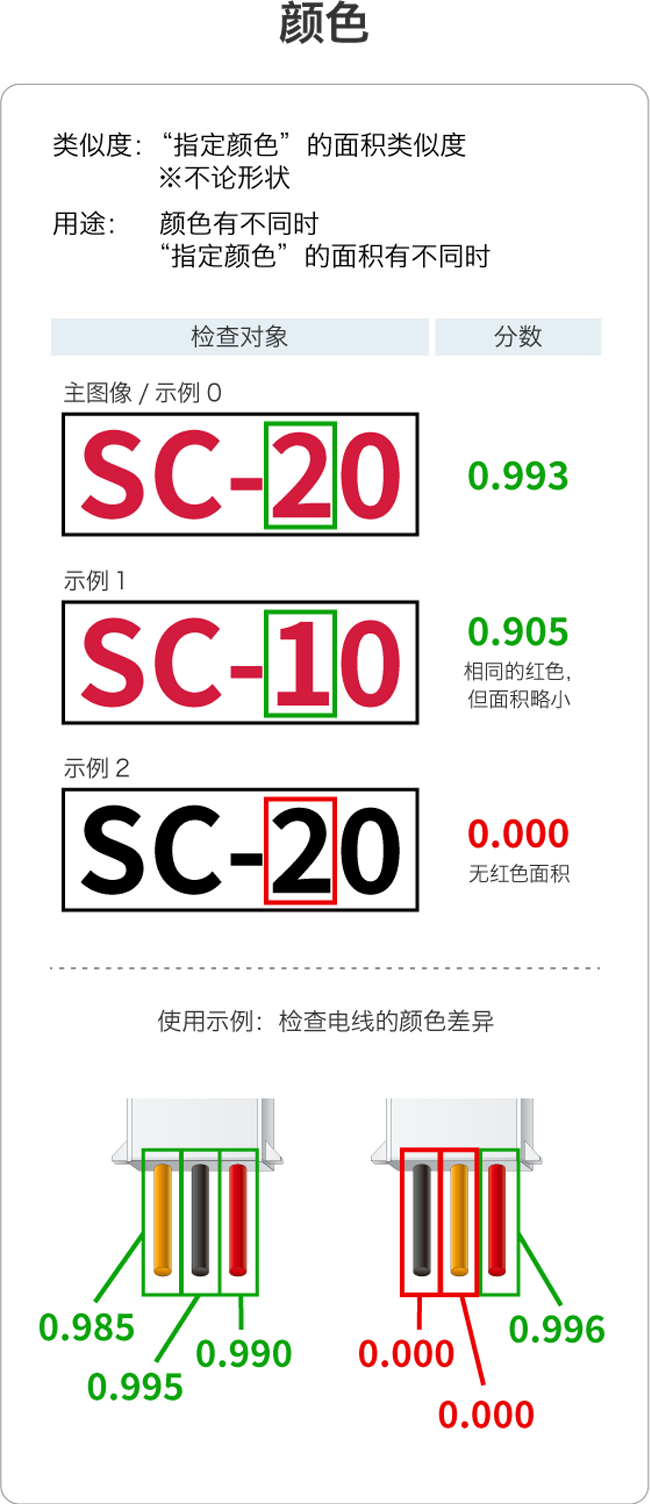
颜色
通过颜色识别判定零件颜色,检查相似零件之间的颜色差异。可减少组装方向错误和安装错误等。
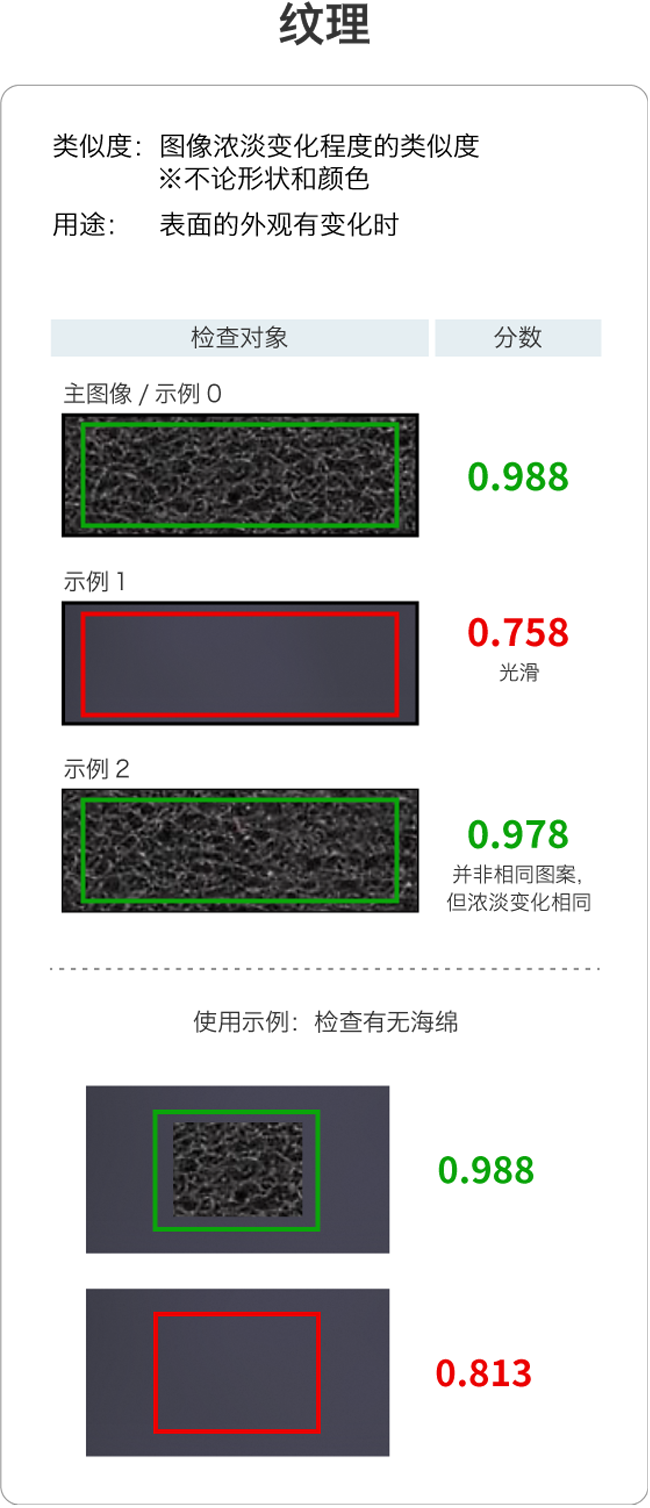
纹理
除形状和颜色外,还可以判定纹理。即使相同的颜色和形状,对例如表面光滑的材料和有凹凸的材料,也可进行区分检查。通过高分辨率数字图像,可识别目测无法捕捉到的细微纹理差异。
匹配判定的类似度分数判定逻辑(参考信息)
本功能很大地提高了拧螺丝作业的判断精度,解决了螺丝拧紧精度判断难的问题。
与一般的AI配置的检测设备不同。
用户无需事先让相机进行学习,它会根据预先学习的各种类型螺丝的信息来检查螺丝的存在与否。
AI学习了9 种螺丝孔和 6 种螺丝头形状。
还学习了相关大量数据,例如螺丝头的颜色、背景颜色以及光反射的存在与否。
■ 螺丝孔类型
 |
 |
 |
 |
 |
 |
 |
 |
 |
■ 螺丝头形状
 |
 |
 |
 |
 |
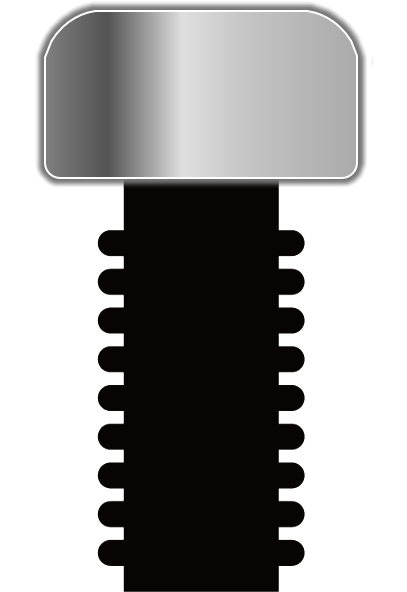 |
■ 螺丝头颜色和背景颜色信息
| 螺丝头颜色 | 黑/银/铜 | |
|---|---|---|
| 背景色 | 基板 | GND板/黑/茶/红 |
| 假设钣金和盒子的背景颜色 | 白/黑/茶/红 |

AI通过学习大量的图像数据来进行高精度的判定。
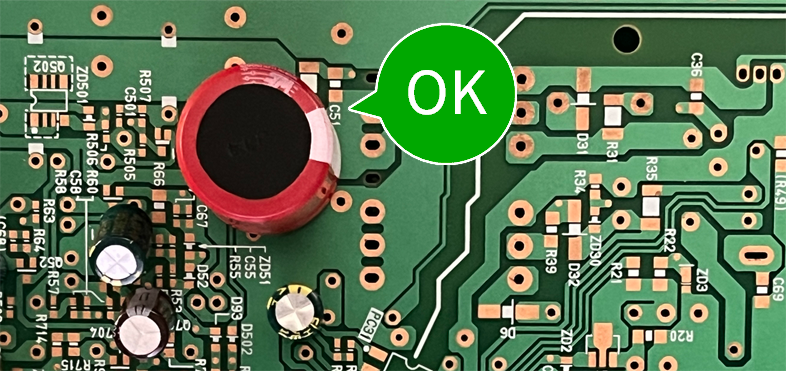
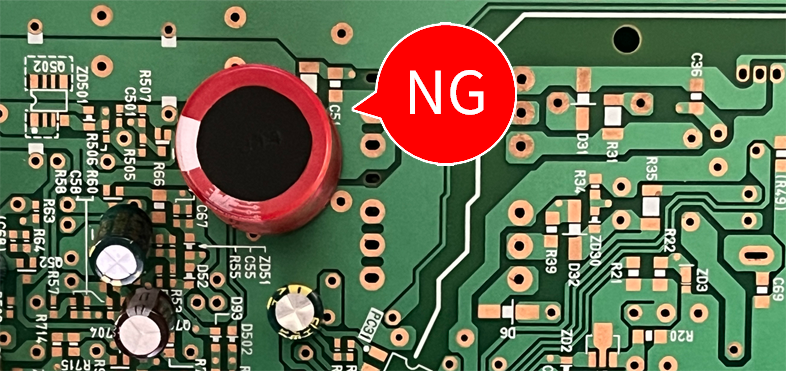
可检查具有多种颜色的物体是否正确组装,例如线束的连接方向,解决了[匹配]模式中“形状判定”和“颜色判定”难以判定的问题。
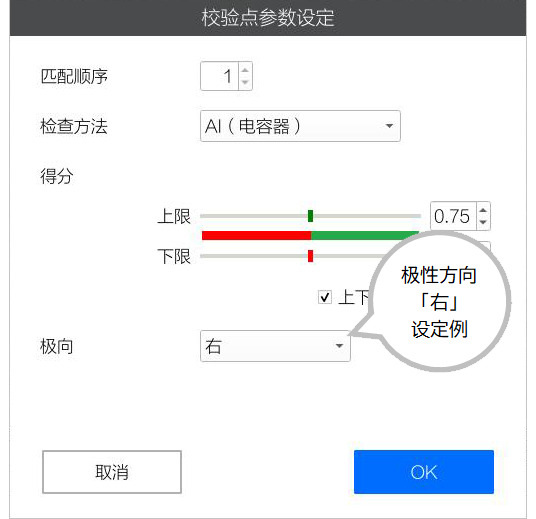
易于设置
用直线指定要检查的颜色顺序的工件,并在清单上按顺序指定要检查的颜色,即可。
判定得分的阈值也可调整。


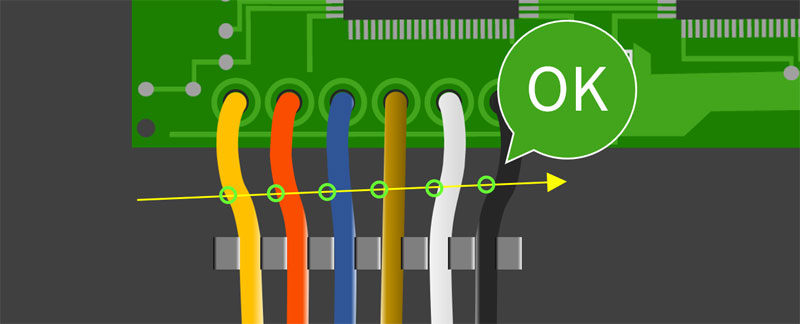
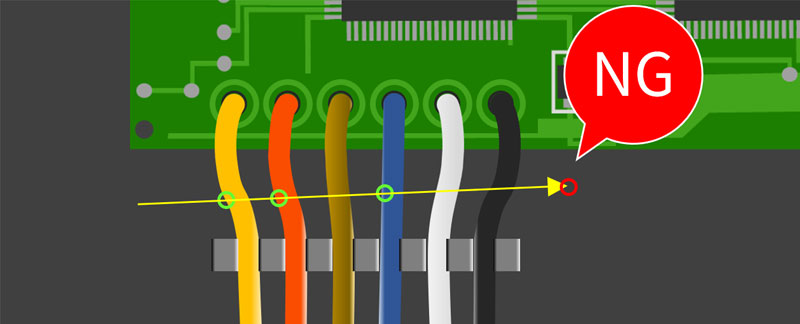
(下图示例中,蓝色之后没有茶色,判断为NG)
800万像素的高分辨率,判定精度高
搭载1/1.8英寸800万像素CMOS彩色传感器。通过比上一代机型提高了约9倍的高分辨率数字图像(4K/QFHD),确保检查的高精度。此外,采用可更换的C卡口镜头,可根据被测物尺寸,在5种焦距中选择周边部分畸变小的理光高分辨率FA镜头(机器视觉镜头)。

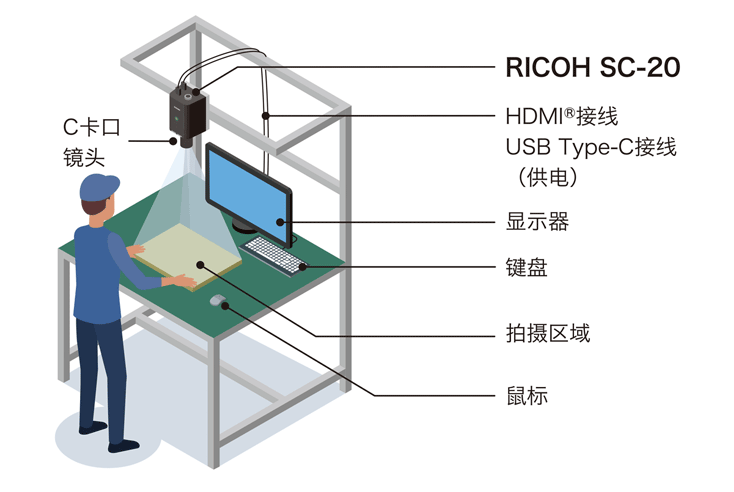
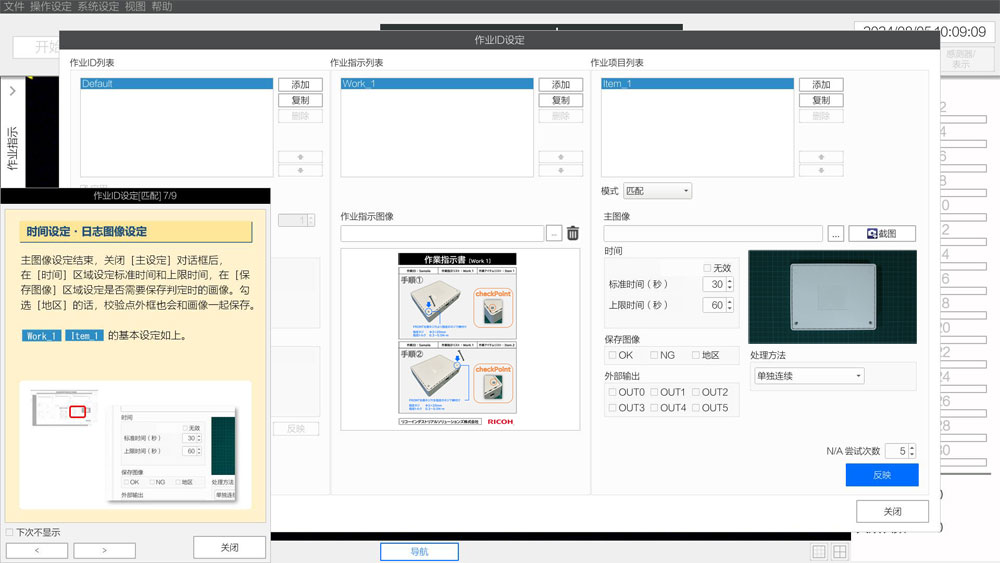
无需电脑即可简单设置
相机主机内置图像处理装置和软件,因此无需准备电脑,只要有鼠标、键盘、显示器即可简单设置*1。图形匹配设定*2也只需将画面上的图像框住即可,非常简单。可导出、导入各种设定和作业流程数据,进行多台相机设定时也非常高效。
*1 如果有触控显示器,则鼠标、键盘也不需要。
*2 椭圆形和多边形等,可根据对象物体的形状进行设定。
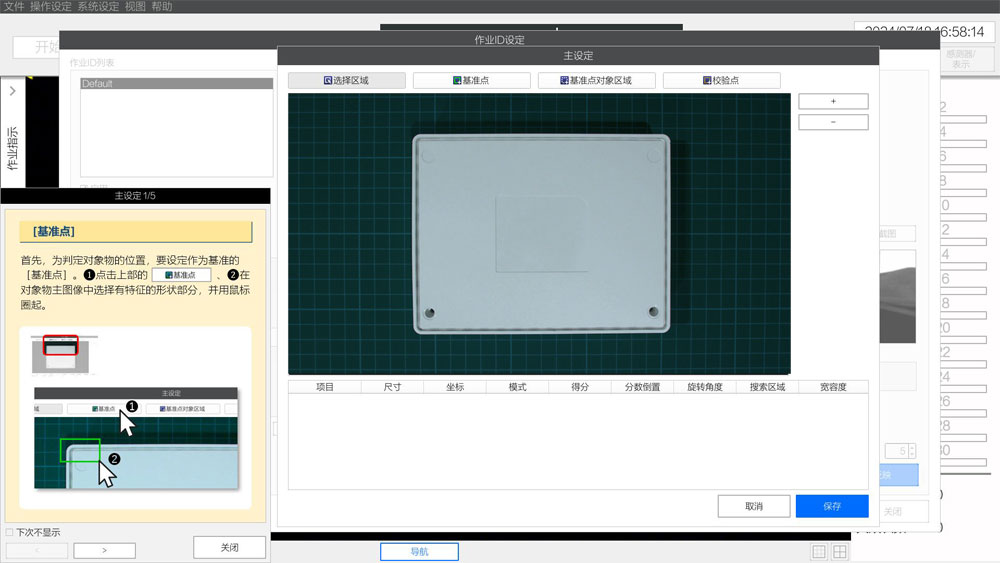
自动显示与每个设置屏幕的导航窗口,并以易于理解的方式直观地指导设置。
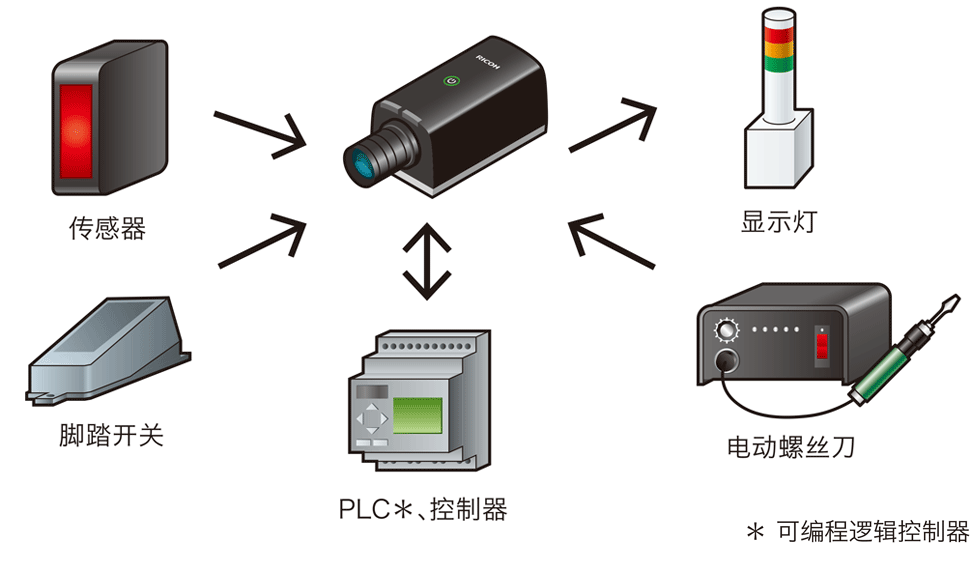
与外部设备轻松实现协同
配备HDMI、USB(Type-A/C)、通用I/O端口和LAN端口,还可使用无线LAN*、Bluetooth®*与外部设备进行连接。例如,可连接触控显示器、无线鼠标、PLC、控制器、LED显示灯、蜂鸣器、传感器、脚踏开关、电动螺丝刀等,进行高效检查。
还可选配正品外部I/O线,用于连接外部设备。
* 仅无线搭载型号支持无线LAN和Bluetooth。
更方便的可选功能(付费) NEW
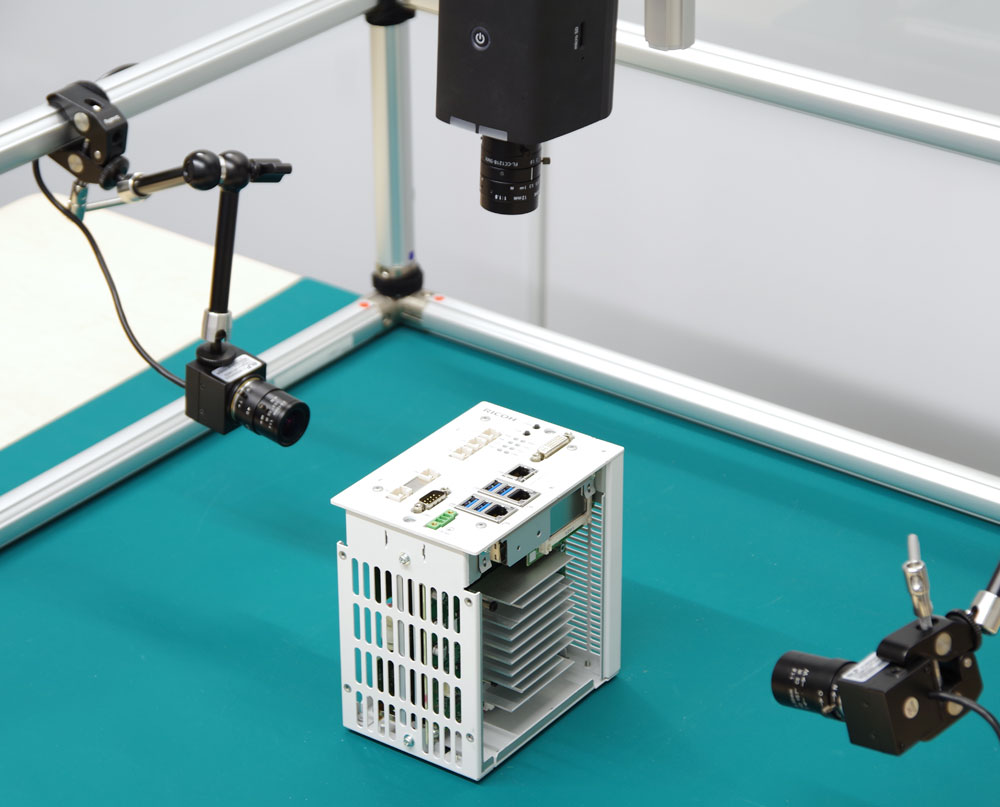
「Additional Camera 功能」(副相机功能)
通过连接USB相机,可以使用主相机从多达三个视角检查大型物体、立体物体的侧面检查,解决了仅从一个视角难以检查到的有高低差校验点的产品。
此功能很大的扩大了检查范围并减少了工时,使其可以在更广泛的制造现场使用。
轻松读取条形码和文字的可选功能(付费)
添加可选功能(付费)后,可通过相机主机识别条形码、QR码信息(1D代码和2D代码)。此外,之前通过目视确认的文字信息也可通过OCR读取,并在作业日志上保留产品型号和序列号。
登录时还可从相机主机的图像输入进行操作员ID输入。也可用于作业ID、作业编号的切换等,有助于提高作业效率。

确保被检物可追踪性
可将作业日期、作业时间、序列号、作业结果的图像等,以CSV、jpeg数据形式保存至SD卡或网络共享文件夹。进行OK/NG判定后的图像以及对相机的操作内容也可作为日志保存,并可在专用日志查看器上进行浏览。可对需要改进的作业进行分析,有助于确保被检物可追踪性*。
* 保存整个供应链的各工序记录并使其可追踪。只要确保可追踪性,发现产品不良、有缺陷时,就能及早确定存在问题的工序。

在这些场景中

配备•拣货工序
- •检查组装所需的零件是否过多或不足
- •检查是否配备了相似零件
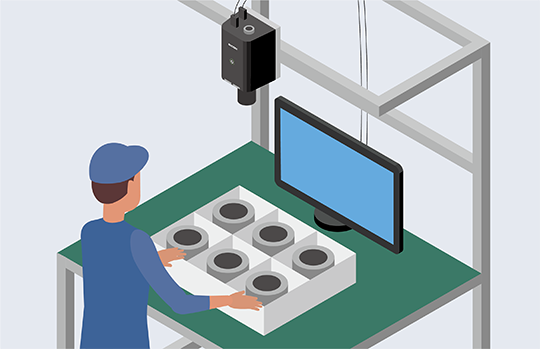

组装工序
- •在显示器上显示作业指示。判断是否按照步骤进行作业
- •检查安装零件中是否有缺件

检查工序
- •统一检查组装好的产品/零件是否有安装错误
- •节省目视检查劳动力,消除人为错误


出货工序
- •确认产品包装内的器材是否按照步骤装入